
Mi az a Targonca extrudált motorház ?
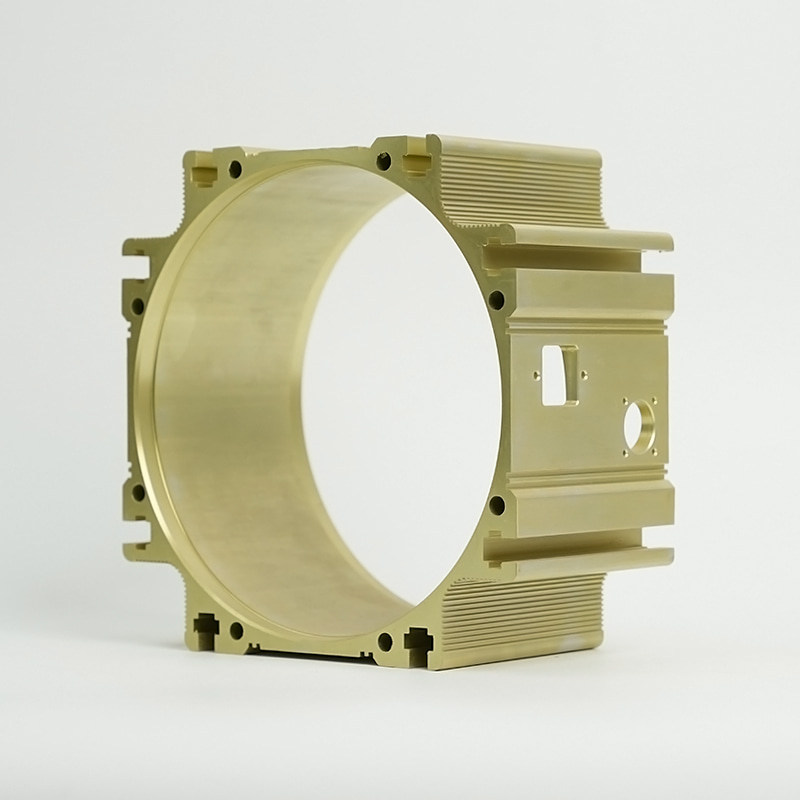
A targonca extrudált motorháza az a szerkezeti burkolat, amely körülveszi és védi a targonca elektromos hajtását vagy emelőmotorját, amelyet alumínium extrudálási eljárással gyártanak. Ahelyett, hogy öntőformába öntnék vagy hegesztett lemezből készítenék, egy extrudált motorházat úgy alakítanak ki, hogy a fűtött alumíniumötvözet tuskót egy precíziós szerszámon kényszerítik át, így egy állandó keresztmetszetű folytonos profilt állítanak elő. A kapott ház egyesül nagy méretpontosság, kiváló hővezető képesség és kedvező szilárdság/tömeg arány — minden olyan tulajdonság, amely közvetlenül javítja az elektromos targonca motorjának teljesítményét és élettartamát.
Az elektromos targoncák – amelyek jelenleg a raktározási, elosztási és gyártási környezetben alkalmazott új targoncák többségét képviselik – szigorú követelményeket támasztanak a motorházakkal szemben. A háznak el kell vezetnie a folyamatos munkaciklusok során keletkező hőt, ellenállnia kell a mechanikai ütéseknek és a durva padlófelületekből származó vibrációnak, valamint a terhelés hatásainak, olyan zárt környezetet kell biztosítania, amely megvédi a motor tekercseit és csapágyait a portól és a nedvességtől, és mindezt úgy kell tennie, hogy a hajtáslánc teljes tömegét kellően alacsonyan kell tartani az akkumulátor hatótávolságának és terhelhetőségének megőrzéséhez.
Az extrudált alumínium házak hatékonyabban felelnek meg ezeknek a követelményeknek, mint az öntöttvas alternatívák a legtöbb modern elektromos targonca alkalmazásban, ezért a tervezés vált a domináns építési módszerré a vezető targoncamotor-gyártók körében világszerte.
Miért az extrudálás az előnyben részesített gyártási módszer?
Az extrudálási eljárás sajátos gyártási előnyöket kínál, amelyek kiválóan alkalmassá teszik a targonca motorházainak gyártására kis és nagy mennyiségben is:
- Összetett keresztmetszeti geometria egyetlen műveletben: Az extrudáló szerszámok olyan profilokat készíthetnek, amelyek hűtőbordákat, belső csatornákat, rögzítőelemeket és helymeghatározó elemeket tartalmaznak egy menetben. Az öntött nyersdarabon több megmunkálási műveletet igénylő funkciók a kezdetektől az extrudált profilba vannak beépítve, csökkentve az egységenkénti gyártási időt és költséget.
- Kiváló felületi minőség: Az extrudált alumínium felületek finomabb szemcsés szerkezettel és simább felülettel rendelkeznek, mint a homoköntvény alternatívái, ami mind a tömítőfelületek tömítésére, ahol tömítéseket vagy O-gyűrűket használnak, mind a külső hűtőborda hatékonysága szempontjából fontos, ahol a légáramlással érintkező felület a hőátadó mechanizmus.
- Állandó mechanikai tulajdonságok: Az extrudálással előállított irányos szemcsebeállítás kiszámítható szakító- és folyáshatárt eredményez a ház hosszában. Ez az összhang leegyszerűsíti a kifáradási élettartam számításait a tervezés során, és csökkenti a terepi teljesítmény változékonyságát.
- Szerszámgazdaságtan: Az extrudáló szerszámok lényegesen olcsóbbak, mint az egyenértékű geometriájú öntőszerszámok, és az átfutási idő is rövidebb. Az új motorplatformokat fejlesztő vagy a házterveket frissítő targoncagyártók számára, hogy alkalmazkodjanak a felülvizsgált motorvázméretekhez, ez csökkenti a tervezési iteráció tőkeköltségét.
- Anyaghatékonyság: Az extrudálás kevesebb anyaghulladékot termel, mint a szilárd alapanyagból történő megmunkálás. Az extrudált alumíniumhulladék teljes mértékben újrahasznosítható, összhangban a fenntarthatósági célokkal, amelyek egyre fontosabbak a targoncagyártók és flottaügyfeleik számára.
| Attribútum | Extrudált alumínium ház | Öntöttvas ház | Öntött alumínium ház |
|---|---|---|---|
| Súly | Alacsony | Magas | Alacsony |
| Hővezetőképesség | Kiváló | Mérsékelt | Jó |
| Méretpontosság | Magas | Mérsékelt | Magas |
| Szerszámköltség | Alacsony–Moderate | Mérsékelt | Magas |
| Korrózióállóság | Kiváló | Gyenge (bevonat nélkül) | Jó |
| Tervezési rugalmasság | Magas (profile geometry) | Magas (3D shapes) | Magas (3D shapes) |
Anyagválasztás: Ötvözetválasztás a targonca motorházaihoz
Nem minden alumínium extrudált ötvözet teljesít egyformán a targonca motorházzal kapcsolatos alkalmazásokban. A két leggyakrabban meghatározott ötvözetcsalád a 6061 és a 6063, mindkettő a 6000-es sorozatú alumínium-magnézium-szilícium csoportból származik, amely a szerkezeti extrudálási gyártás túlnyomó részét adja világszerte.
6061-T6 az igásló szerkezeti ötvözete. Körülbelül 310 MPa szakítószilárdsága és 276 MPa folyáshatára T6-os temperálással biztosítja azt a mechanikai robusztusságot, amely szükséges ahhoz, hogy ellenálljon a durva raktárpadlóból származó ismétlődő lökésterheléseknek, a targonca ütközéseinek a dokk lökhárítóival és a hidraulikus szivattyú működésének tartós vibrációjával. Tisztán forgácsolódik, jól fogadja az eloxálást, és a ciklikus terhelés alatti kifáradási teljesítménye jól jellemezhető – fontos azoknál a házaknál, amelyek folyamatos start-stop munkaciklusokat tapasztalnak több műszakos műveletek során.
6063-T5 vagy T6 akkor választják, ha a hűtőborda geometriája különösen összetett, vagy ha kiváló felületkezelés szükséges a hőteljesítményhez. Alacsonyabb szilíciumtartalma jobb extrudálhatóságot biztosít vékonyfalú vagy bonyolult profilokhoz, bár mechanikai szilárdsága valamivel alacsonyabb, mint 6061 – jellemzően 241 MPa szakítószilárdság T6-ban. Azoknál a motorházaknál, ahol a hőkezelés az elsődleges tervezési hajtóerő, és a mechanikai terhelések mérsékeltek, gyakran a 6063 a jobb illeszkedés.
Hűtő- és fagyasztóraktári környezetben – amely jelentős targonca alkalmazási szegmens – az alumínium teljesítményelőnye az öntöttvashoz képest még hangsúlyosabb. Az alumínium nulla alatti hőmérsékleten is megtartja rugalmasságát ahol az öntöttvas egyre törékennyé válik, csökkentve a háztörés kockázatát a –20 °C és –30 °C közötti rutinszerűen üzemelő környezetben.
Hőkezelés: Hogyan befolyásolja a ház kialakítása a motor élettartamát
Az intenzív raktári alkalmazásokban – különösen a komissiózáshoz, a tolóoszlopos targoncákhoz és a napi két-három műszakban üzemelő ellensúlyozó alkalmazásokban – az elektromos targoncamotorok folyamatos működés közben jelentős hőt termelnek. A motortekercselés szigetelésének élettartama nagyjából a felére csökken az üzemi hőmérséklet minden 10 °C-os növekedésével a névleges osztályhatár felett, ez az összefüggés a ház hőszigetelését a motorrendszerek tervezésének egyik legkövetkezményesebb mérnöki döntésévé teszi.
Az extrudált motorházak ezt három hőkezelési mechanizmuson keresztül oldják meg:
- Külső hűtőbordák: A háztesttel integráltan extrudált hosszanti bordák növelik a konvektív hőátadáshoz rendelkezésre álló külső felületet. A bordageometriát – magasságot, emelkedést és falvastagságot – az extrudáló szerszám tervezési folyamata során optimalizálják, és a ház teljes burkolatának megváltoztatása nélkül hangolható. A sima furatú ekvivalens 2–4-szeresének megfelelő bordafelületek elérhetőek a szabványos extrudálási profiloknál.
- Vezető hőút a kerethez: Zárt motoroknál, ahol nincs kényszerlevegő-áramlás, a ház hőt vezet az állórész rétegeiből kifelé a külső felület felé. Az alumínium körülbelül 160–200 W/m·K hővezető képessége (szemben az öntöttvas 50 W/m·K-val) lényegesen gyorsabb vezető utat biztosít, csökkentve a hőmérséklet-különbséget a tekercselési hotspot és a környezeti környezet között.
- Belső hűtőcsatornák: Egyes extrudált házprofilok üreges csatornákat tartalmaznak a ház falán, amelyeken keresztül a hűtőfolyadék keringtethető folyadékhűtéses motorkonfigurációkban – ez egyre fontosabb, mivel a targoncamotorok teljesítménysűrűsége növekszik a nagy igénybevételű, 15 kW feletti folyamatos alkalmazásokhoz.
IP-védelmi és környezetvédelmi tömítési követelmények
A targonca működési környezete jelentős behatolás elleni védelmi követelményeket támaszt a motorházakkal szemben. A raktári por – különösen a lisztőrlésben, a fafeldolgozásban és a papírkezelő létesítményekben – elég finom ahhoz, hogy behatoljon a rosszul lezárt burkolatokba, és beszennyezze a csapágyakat és a tekercseket. A kültéri és udvari konténerkezelési alkalmazások növelik az esőnek és a mosásnak való kitettséget. A hideg tárolási műveletek kondenzációs kockázatot jelentenek, amikor a targoncák a hőmérsékleti zónák között mozognak.
Az IEC 60034-5 szabvány IP-besoroláson keresztül határozza meg a motorházzal kapcsolatos védelmi osztályokat, a legtöbb targoncamotor-alkalmazáshoz minimálisan szükséges IP54 (porvédett, fröccsenésálló) és sok igényes IP65 (teljesen porálló, alacsony nyomású vízsugárálló) vagy magasabb. Ezeknek az értékeknek az elérése extrudált házban függ a ház furatának pontosságától, amely fogadja a végpajzsokat vagy csapágyházakat, az extrudált profilba beépített tömítőhorony geometriájától az O-gyűrű vagy ajakos tömítés elhelyezéséhez, valamint az illeszkedő felületek felületi minőségétől a másodlagos megmunkálási műveletek után.
Az extrudált alumínium házakkal elérhető szűk mérettűrések – jellemzően ±0,1 mm a kritikus furatátmérőknél a végső megmunkálás után – jól megfelelnek az IP65-ös követelményeknek anélkül, hogy a motor összeszerelése során nagymértékű kézi illesztést vagy alátétezést kellene végezni. Ez a méretkonzisztencia támogatja az automatizált motor-összeállítási folyamatokat is, amelyek javítják a gyártási teljesítményt nagy mennyiségeknél.
Beszerzési, csere- és karbantartási szempontok
A flottamenedzserek és a karbantartó mérnökök számára a targoncaflottájuk motorház-szerkezetének megértése gyakorlati következményekkel jár a javítások tervezésében és az alkatrészbeszerzésben. Az extrudált alumínium házak általában olyan módon javíthatók, ahogy az öntött házak nem – a csapágykopásból adódó kisebb furatkopás korrigálható karmantyúval, a sérült bordaszakaszok pedig megmunkálhatók vagy foltozhatók anélkül, hogy a szerkezeti integritás sérülne a nem kritikus területeken.
Csere extrudált motorházak beszerzésekor a legfontosabb specifikációk a következők:
- IEC vagy NEMA keretméret kompatibilitás — a háznak meg kell egyeznie az abban elhelyezett csere- vagy visszatekercselő motor állórészének külső átmérőjével és köteghosszával.
- Szerelőláb vagy karima konfiguráció — a targoncamotorok különböző helyzetekben vannak felszerelve; a lábra szerelhető, az arcra szerelhető (B3/B5 az IEC szerint) és az egyéni konzol-konfigurációknak meg kell felelniük a hajtáslánc geometriájának.
- Csapágyház furat méretei — mind a hajtóoldali, mind a nem hajtásoldali csapágyülés átmérőjének és illesztésének (általában H7 vagy J7 tolerancia a benyomott csapágy külső átmérőjére) meg kell egyeznie a motorhoz előírt cserecsapágyakkal.
- Kábelbemenet és csatlakozó rendelkezések — a táp- és jelkábel-bevezetések helyzetének és méretének egyeznie kell a targonca kábelköteg-elvezetésével.
Az OEM csereházak a targoncagyártók alkatrészprogramjain keresztül érhetők el a főbb márkák, köztük a Toyota, a Crown, a Raymond, a Hyster és a Yale számára. Az OEM specifikációi szerint megmunkált utólagos extrudált házak is beszerezhetők speciális motoralkatrész-beszállítóktól, gyakran 30–50%-kal alacsonyabb áron, mint az azonos méretmegfelelőségű OEM alkatrészek. Fontos az ötvözetminőség és a hőkezelés (T5 vagy T6 temperálás) megerősítése a szállítóval az utángyártott házak beszerzésekor, mivel az alacsonyabb szilárdságú ötvözetekkel való anyagcsere ismert minőségi kockázatot jelent az alacsonyabb költségű ellátási láncokban.

















