
Miért dominál az alumínium a motorházak tervezésében?
A alumínium villanymotor ház az alapértelmezett választás lett az ipari, kereskedelmi és gépjárműmotor-alkalmazásokban – és ennek jó oka van. Az alumíniumötvözetek olyan tulajdonságok kombinációját kínálják, amelyeket egyetlen konkurens anyag sem képes teljes mértékben megismételni: alacsony sűrűség, nagy hővezetőképesség, korrózióállóság és kiváló megmunkálhatóság, mindezt olyan költséggel, amely a gyártási mennyiséggel hatékonyan skálázható.
Az alumínium előnyének középpontjában a hőkezelés áll. Az elektromos motor működése közben folyamatosan hőt termel, és a háznak elég gyorsan kell ezt a hőt elvezetnie ahhoz, hogy megvédje a tekercseket, a csapágyakat és a szigetelést az idő előtti leépüléstől. Az alumínium hővezető képessége kb 150 – 200 W/m·K – nagyjából négy-ötször magasabb, mint az öntöttvas – lehetővé teszi a motortervezők számára, hogy az üzemi hőmérsékletet biztonságos határokon belül tartsák anélkül, hogy túlméreteznék a házat vagy külső hűtőrendszereket kellene hozzáadniuk.
További tényezők, amelyek az alumínium motorházakra való átállást ösztönzik:
- Súlycsökkentés: Az alumínium az öntöttvas sűrűségének körülbelül egyharmada. Mobil platformokon – targoncák, elektromos járművek, ipari robotok – a motorházból megtakarított minden kilogramm közvetlenül megnöveli az akkumulátor hatótávolságát vagy javítja a dinamikus teljesítményt.
- Korrózióállóság: Az alumínium természetesen védő oxidréteget képez, így számos alkalmazásnál további védőbevonat nélkül alkalmas nedves, nedves vagy kémiailag aktív környezetben való használatra.
- EMI árnyékolás: Az alumínium burkolatok hatékonyan csillapítják az elektromágneses interferenciát, védik az érzékeny motorvezérlő elektronikát a külső zajoktól, és megakadályozzák a motor saját kapcsolási frekvenciáinak kisugárzását.
- Újrahasznosíthatóság: Az alumínium 100%-ban újrahasznosítható, az elsődleges termeléshez szükséges energia csak körülbelül 5%-a, ami támogatja a körforgásos gazdaság céljait, amelyek egyre inkább kötelezővé teszik az európai és ázsiai motorpiacokat.
Alumínium elektromos motorház: ötvözetek és gyártási módszerek
Nem minden alumínium motorház készül ugyanúgy. A gyártási folyamat határozza meg az elérhető tűréseket, a felületi minőséget, a falvastagságot és végső soron a kész alkatrész hő- és szerkezeti teljesítményét. Három módszer dominál a termelésben.
Die Casting
A nagynyomású présöntés (HPDC) a legelterjedtebb eljárás a közepes és nagy térfogatú motorházaknál a 0,5-30 kW-os tartományban. Olvadt alumínium – jellemzően A380 vagy ADC12 ötvözet — 700–1400 bar nyomáson acélszerszámba fecskendezik, 30–90 másodperces ciklusidővel hálószerű alkatrészt hozva létre. A présöntés összetett geometriákat tesz lehetővé, beleértve az integrált szerelési kiemelkedéseket, a hűtőborda-tömböket és a csőbemeneti pontokat egyetlen műveletben. A ±0,1 – 0,3 mm-es mérettűrések szabványosak, elegendőek a legtöbb motorfurathoz és végharang-illesztéshez.
Extrudálás
Extrudálás produces a continuous aluminum profile that is then cut to length and finish-machined into the motor casing. This process is particularly well-suited to tubular motor housings with a constant cross-section — the standard architecture for many servo motors, linear motors, and the targonca extrudált motorház a következő részben tárgyaljuk. Az extrudált motorházak általános ötvözetei közé tartoznak 6061-T6 és 6063-T5 , amelyeket az erő, az extrudálhatóság és a megmunkálhatóság egyensúlya miatt választottak. Akár 1,5 mm-es falvastagság is elérhető, minimálisra csökkentve a súlyt a szerkezeti merevség feláldozása nélkül.
Homoköntés és gravitációs öntés
Nagy motorvázak esetén – jellemzően 55 kW-os vázméret felett – és kis volumenű egyedi megrendelések esetén a homoköntés vagy a gravitációs (állandó öntőforma) öntés alacsonyabb szerszámköltséget kínál, mint a HPDC. Az ötvözetek, mint pl A356-T6 szabványosak, hőkezelés után 220-280 MPa szakítószilárdságot biztosítanak. A felületkezelés és a méretkonzisztencia alacsonyabb, mint a sajtolószerszám vagy az extrudálási módszereknél, ezért további megmunkálási készletet vesznek figyelembe az öntvénytervezésben.
| Folyamat | Közönséges ötvözet | Tipikus tolerancia | Legjobb For |
|---|---|---|---|
| Nagynyomású présöntés | A380, ADC12 | ±0,1 – 0,3 mm | Nagy térfogatú, összetett geometria, 0,5 – 30 kW |
| Extrudálás CNC Machining | 6061-T6, 6063-T5 | ±0,05 – 0,15 mm | Csőházak, szervo- és targoncamotorok |
| Homok / Gravitációs öntés | A356-T6 | ±0,5 – 1,5 mm | Nagy keretek (>55 kW), kis térfogatú egyedi |
Extrudált targonca motorház: tervezési prioritások és követelmények
A targonca extrudált motorház az egyik legigényesebb környezetben működik, amellyel egy motorház találkozik: állandó vibráció a raktár padlójáról, akkumulátorsavgőznek való kitettség, hidraulika olajköd, termikus ciklus a beltéri és kültéri környezet között, valamint a terhelés által okozott mechanikai ütések. E feltételek teljesítése, miközben a hajtáslánc a lehető legkompaktabb és legkönnyebb marad, szokatlanul szigorú tervezési követelményeket tesz lehetővé.
Szerkezeti integritás vibráció és sokk hatására
A targonca vontatási és hidraulikus motorjait jellemzően közvetlenül az alvázra vagy a hidraulikus blokkra szerelik rezgésszigetelés nélkül. A háznak ezért ellenállnia kell a kifáradási repedéseknek a rögzítési kiemelkedéseknél és a csapágyüléseknél folyamatos ciklikus terhelés mellett. 6061-T6 alumínium az előnyben részesített választás extrudált targoncaházakhoz, mert 310 MPa szakítószilárdsága és 276 MPa folyáshatára elegendő ráhagyást biztosít a raklap felszedésekor és a dokkolólemezeken való utazás során keletkező lökésterhelésre. A rögzítőkarima geometriája jellemzően 20-30%-kal vastagodik meg a minimális szerkezeti követelménynél, hogy megfeleljen a csavar előfeszítésének és megakadályozza a felületi korróziót.
Tömítés és IP minősítés
A legtöbb targonca motorháza cél IP54 vagy IP65 védettség — teljes porzárás és vízsugár elleni védelem a raktári lemosási műveletekből. Ennek eléréséhez extrudált alumínium házzal precíziósan megmunkált végharang illeszkedő felületekre (felületi kidolgozás Ra ≤ 1,6 µm), folyamatos O-gyűrű hornyokra és rozsdamentes acél rögzítőkre van szükség az acél-alumínium határfelületen a galvánkorrózió megelőzésére. A vezetékek belépési pontjai egyszerű kiütések helyett szorítótömszelencéket használnak.
Armal Management in a Confined Space
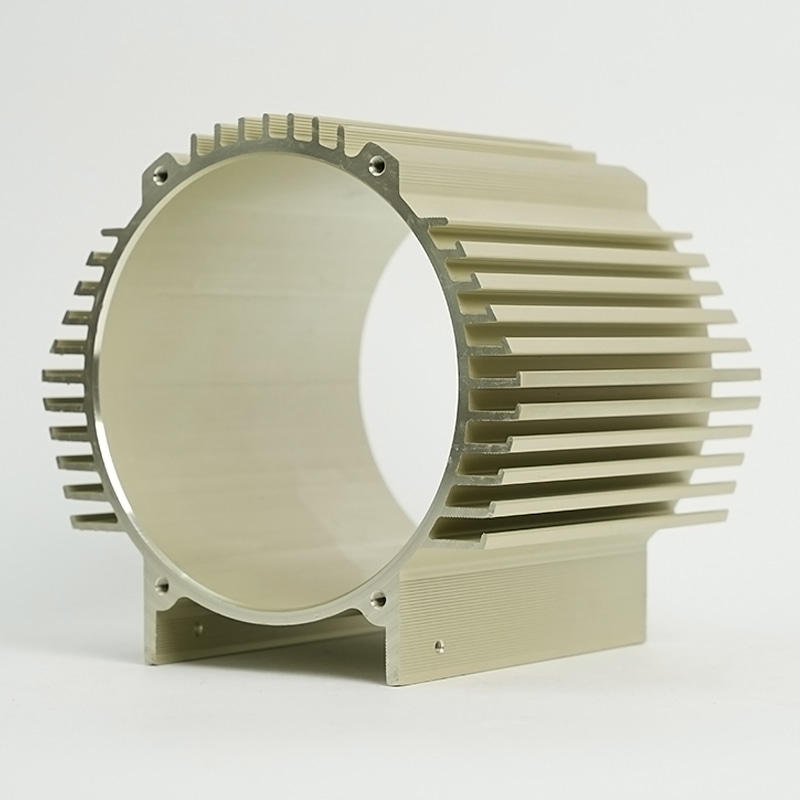
A targoncamotorok gyakran nagy munkaciklus mellett működnek – többszörösen gyorsítanak és lassítanak többtonnás terhelést –, ami jelentős hőt termel egy fizikailag kompakt csomagban. Ehhez az alkalmazáshoz gyakran extrudált házakat építenek be hosszanti külső bordák közvetlenül az extrudáló szerszámban van kialakítva, ami 60-120%-kal növeli a konvektív hűtéshez szükséges felületet egy azonos méretű sima falú hengerhez képest. Egyes kialakítások belső spirális hornyokat vagy axiális csatornákat tartalmaznak, amelyek lehetővé teszik a folyadék kényszerhűtését, amikor az alkalmazás megköveteli.
Alumínium szivattyú motorház: korrózióállóság és folyadékkompatibilitás
A alumínium szivattyú motorház számos tervezési elven osztozik az általános elektromos motorházakkal, de olyan egyedi kémiai kompatibilitási kihívásokkal kell szembenéznie, amelyek a legtöbb száraz környezetű motorból hiányoznak. A szivattyúzott közegtől függően – víz, szennyvíz, mezőgazdasági vegyszerek, üzemanyagok, élelmiszer-minőségű folyadékok vagy korrozív ipari folyadékok – a motorház körüli külső környezet rendkívül agresszív lehet.
Ötvözetválasztás nedves környezethez
Tiszta édesvízi vagy HVAC hűtöttvíz-szivattyús alkalmazásokhoz, alapfelszereltség A380 fröccsöntött vagy 6061 extrudált alumínium jól működik további kezelés nélkül. Azonban olyan alkalmazások, amelyek:
- Tengervíz vagy sóoldat: 5000-es sorozatú ötvözetek (pl. 5052, 5083) magasabb magnéziumtartalmúak a kloridállóság érdekében, vagy 6061 eloxált, lezárt eloxált anyag ≥ 25 µm vastagságig.
- Mezőgazdasági vegyszerek vagy műtrágyák: Gyakran tartalmaznak ammóniumvegyületeket, amelyek megtámadják a szabványos alumínium-oxid rétegeket; epoxi porbevonat vagy vegyszerálló PTFE bevonat az alumínium héjon a szokásos gyakorlat.
- Élelmiszer és ital feldolgozás: FDA-kompatibilis eloxált vagy festett felületekre van szükség, amelyekben nincs szabad alumínium, amely érintkezhet a termékárammal; A résmentes külső kialakítás megakadályozza a baktériumok elszaporodását.
Merülő és szorosan összekapcsolt kivitelek
A szivattyú motorházai nagyjából két beépítési típusra oszthatók. Szorosan kapcsolt szivattyúmotorok szerelje fel közvetlenül a szivattyúfej mögé egy közös tengellyel; a motorház ki van téve fröccsenésnek és gőznek, de nem merül be, ezért az IP55 besorolású szabványos alumínium présöntvényházak általában megfelelőek. Búvárszivattyú motorok megköveteli, hogy a ház nyomástartó edényként működjön – az alumínium héjnak ellenállnia kell a külső hidrosztatikus nyomásnak (fúrólyuk szivattyúknál jellemzően 3–10 bar), miközben meg kell őriznie a vízzáró integritást minden tömítési felületen. A merülőházak falvastagságának számításai a nyomástartó edények tervezési előírásait követik (ASME VIII. szakasz vagy EN 13445), a tervezési nyomásra 3–4-szeres biztonsági tényezővel.
Felületkezelések szivattyúmotorok alumíniumházaihoz
A right surface treatment dramatically extends service life in pump environments. Common options and their typical use cases:
- Kemény eloxálás (III. típus): 25-75 µm-es alumínium-oxid réteget hoz létre, Vickers keménysége 400-600 HV. Ideális kopásnak kitett felületeken és enyhe kémiai környezetben. Költséghatékony a 6061 és 6063 ötvözetekhez.
- Epoxi porfesték: 60 – 100 µm filmvastagság; kiváló sópermetezési ellenállás (1000-3000 óra az ASTM B117 szerint); alkalmas mezőgazdasági és tengeri fröccsenő zónákra. Alapos felület-előkészítést igényel (kromát átalakítás vagy cirkonát előkezelés).
- Elektromos nikkelezés: Összetett belső geometriákon elérhető egységes bevonat; korrózió- és kopásállóságot biztosít a vegyipari folyamatok szivattyúmotorjaiban, ahol az eloxálás nem kompatibilis az elektrolittal.
- Kromát konverziós bevonat (Alodine/Iridite): Vékony (1-5 µm) vezetőképes bevonat, amelyet elsősorban alapozóként vagy EMI-kritikus házakhoz használnak, ahol a felületi vezetőképességet a teljes héjon fenn kell tartani.
Alumínium motorház megadása: Kulcsparaméterek ellenőrzőlista
Akár egy alumínium villanymotor ház , a targonca extrudált motorház , vagy egy alumínium szivattyú motorház , a specifikációs folyamatnak rögzítenie kell ezeket a kritikus paramétereket annak érdekében, hogy a szállító a célnak megfelelő alkatrészt szállítson:
- Motor váz mérete és IEC/NEMA jelölés: Meghatározza a furat átmérőjét, a végharang csavarkörét, a tengely kiemelkedésének hézagát és a rögzítőtalp méreteit. Mindennek be kell tartania a vonatkozó szabvány tűréshatárait.
- Névleges teljesítmény és munkaciklus: Meghatározza a falvastagságot a hőelvezetés és a szerkezeti terhelések szempontjából. Az S1 (folyamatos) üzemben működő 10 kW-os motor agresszívabb hőkezelést igényel, mint ugyanaz a váz S3 (szakaszos) üzemmódban.
- IP / NEMA burkolat minősítés: Meghatározza a tömítési követelményeket, amelyek közvetlenül befolyásolják a végharang geometriáját, a tömítéshorony méreteit és a rögzítőelemek kiválasztását.
- Működési környezet: Ellenőrizze a vegyi expozíció, a merítés, a lemosás, a rezgésszintek (ISO 10816 súlyossági zóna) és a környezeti hőmérséklet-tartomány jelenlétét.
- Ötvözet és temperálás: Egyértelműen adja meg a szükséges ötvözetet – ezt ne bízza a szállító belátására, ha az alkalmazásnak konkrét szilárdsági, megmunkálhatósági vagy korróziós követelményei vannak.
- Felületkezelés és kikészítés: Adja meg a bevonat típusát, a minimális vastagságot, a tapadási teszt szabványát és az esetleges színkövetelményeket. Hivatkozzon a vonatkozó szabványokra (MIL-A-8625 az eloxáláshoz, ASTM B117 a sópermet vizsgálatához).
- Kritikus tűréshatárok: Adja meg a furat kerekségét (kör alakú), a csapágyülés átmérőjét és illeszkedési osztályát (tipikusan H7/k6 vagy H7/m6), valamint a homlokfelület merőlegességét a furattengelyre – ezek közvetlenül befolyásolják a csapágy élettartamát és rezgésszintjét.
- Tanúsítványok és dokumentáció: Az EN 10204 3.1 vagy 3.2 szabvány szerinti anyagvizsgálati jelentéseket (MTR-eket), méretvizsgálati jelentéseket és felületkezelési tanúsítványokat kell megkövetelni minden gyártási tételhez.
A jól meghatározott alumínium motorház – akár présöntött nagy volumenű gyártáshoz, extrudált targonca hajtáslánchoz vagy speciálisan korrozív szivattyúkörnyezethez kezelt – több évtizedes megbízható szolgáltatást nyújt, miközben a rendszer tömegét, hőállóságát és teljes fenntartási költségét az elérhető legalacsonyabb szinten tartja.

















